By Chris Demeter, Senior Loss Control Consultant
Lockout/tagout is not a topic to take lightly when it comes to the safety of your employees. Improperly following procedures or having no procedure at all is a serious MIOSHA offense, and fines are applied accordingly. Lockout/tagout is a critical safety component in safeguarding workers around the equipment they operate, service and maintain. For yet another year, MIOSHA’s Lockout/Tagout Standard made the list of the top 10 most frequently cited Standards. The most-cited sections within this standard focus on procedure development and use, inspections, employee training, and notification of the application and removal of lockout or tagout devices.
An important first step for lockout/tagout is developing and documenting an energy control program. Creating a written document helps establish and explain the elements of the program to all employees.

One of the most common program gaps is the lack of detailed, machine-specific procedures. Procedures are used to explain the steps for shutting down, isolating, blocking and securing equipment to control hazardous energy, as well as applying and removing lockout/tagout devices. Some best practices include machine-specific photos that identify energy isolation points, tailored messaging to your workforce with the necessary languages and procedure installation at the point of use. By maintaining and formally documenting procedures that tie in with other program elements, such as devices, you have a line of sight into areas requiring additional attention.
With a program and procedures in place, the next step is to instruct employees, communicate processes and conduct periodic inspections. Instruction should include MIOSHA requirements, as well as customized program elements, such as machine-specific procedures. When MIOSHA evaluates company performance on lockout/tagout compliance, it looks to training for employees based on three categories: authorized, affected and other employees.
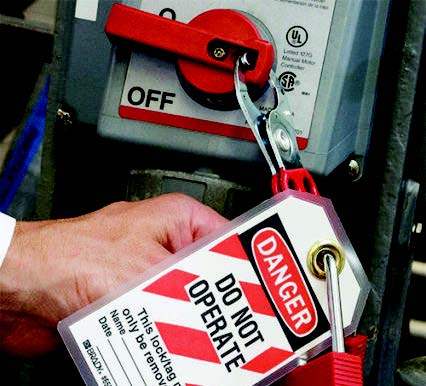
When it comes to locking out equipment, many products are on the market. Selecting the most appropriate solution for your application is key to lockout effectiveness. These products should be easy to positively lock out and simple to use. It also is important to use devices that best fit each lockout point and follow these seven steps for compliance and safety:
- Notify affected employees of your intent to lock out the equipment.
- Review the machine-specific written lockout procedures.
- Perform the normal machine stop.
- Shut off all energy isolation controls.
- Lock out the energy isolation controls.
- Dissipate any stored or residual energies.
- Verify the zero-energy state to begin servicing safely.
At least annually, a periodic inspection of the energy control procedures for equipment/machines involved in the Lockout-Tagout program must be performed by departments to ensure that proper procedures are being followed. The inspection should be performed by an employee other than the authorized employees utilizing the Lockout-Tagout procedure. The inspection should include a review between the inspector, authorized employees, and any other affected employees.

Once you have an effective lockout program in place, consistently reviewing it beyond the required annual inspection and performing audits are essential to identifying gaps or inconsistencies. This allows your company to focus on maintaining a successful program, instead of reacting only when something goes wrong. A sustainable Lockout-Tagout program not only helps to improve workplace safety, it also reduces costs and increases productivity.

A sample Lockout-Tagout program and templates can be found on the MTMIC client portal through our website: http://www.mtmic.com Please contact Sales at sales@mtmic.com or 248.715.0013 for access to the MTMIC client portal. If you need guidance on developing a Lockout-Tagout program, do not hesitate to contact your Loss Control Consultant.




